
- Innovation créatrice de nouvelles compétences
- Non
- Innovation génératrice de nouvelles activités
- Non
- Phase de développement de l'innovation
- Commercialisé depuis plusieurs années
- Date de création
- Date de mise à jour
En bref
Cette innovation n'a pas de répercussion directe sur le consommateur, mais elle contribue largement à l'augmentation de la sécurité du véhicule par un meilleur comportement des pièces à la collision, une meilleure résistance à la corrosion grâce à la suppression des raccords de recouvrement, ce qui annule la nécessité d'étanchéité, donc beaucoup d'avantages dans le processus de recyclage.
Cette technique permet aussi une augmentation de la rigidité des pièces, d'où la suppression des pièces de renforcement, une réduction de poids et de coût de fabrication, beaucoup de facteurs non négligeables dans l'évolution automobile.
- Innovation créatrice de nouvelles compétences
- Non
- Innovation génératrice de nouvelles activités
- Non
- Phase de développement de l'innovation
- Commercialisé depuis plusieurs années
- Date de création
- Date de mise à jour
Description détaillée
Le raboutage est une technique de soudure au laser de deux tôles d'acier mises bord à bord. Elle permet d'assembler des tôles de qualités, de revêtements de surface et d'épaisseurs différentes. Les bords à souder sont chauffés par le biais d'un plasma produit par le faisceau laser, jusqu'à devenir liquide et s'assembler. Le soudage s'effectue sans métal d'apport.
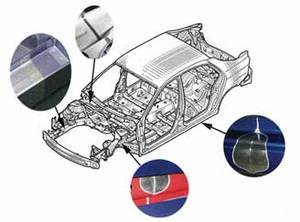
Cette soudure reste visible sous la peinture, au niveau des longerons, bas de caisse, cadres de porte etc.
Le raboutage au laser permet aux constructeurs de mettre en œuvre des propriétés de matériaux et des épaisseurs de tôle spécifiques en fonction des contraintes locales des composants, de manière à contribuer à améliorer le comportement structurel ainsi que le comportement à la collision.

Sur un côté de caisse, un matériau plus épais est appliqué sur les matériaux plus minces dans zones hautement sollicitées. Les pièces de renfort disparaissent, le nombre des pièces diminuent et le poids est réduit.
Déjà pour la Golf IV, la carrosserie était composée de près de 21% de tôles raboutées au laser.
Aujourd'hui les flans raboutés sont principalement utilisés dans le secteur de l'industrie automobile.
Le processus de fabrication
Voici un exemple de représentation du « Tailored Blanking / raboutage » : soudage au laser pour des raccords sur mesure. Les différentes tôles peuvent présenter des qualités d'acier, des revêtements de surfaces et des épaisseurs variables.
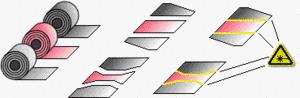
Diverses installations sont nécessaires :
On utilise d'abord des presses de découpage pour la fabrication des pré-platines, ces diverses installations adaptées optimisent les travaux de soudage.

D'outils de prélèvement et de pré-positionnement,

D'une tête de soudage,

Les avantages :
- Accroissement de la sécurité du véhicule par le biais d'un meilleur comportement à la collision des pièces
- Diminution du poids par le biais d'une optimisation des pièces
- Réduction du nombre des pièces par le biais d'une suppression des pièces de renforcement
- Optimisation des tolérances des pièces
- Réduction des frais de production pour le client
- Meilleure tenue à la corrosion par le biais d'une suppression des raccords par recouvrement
- Avantages dans le processus de recyclage, étant donné que la suppression des raccords de recouvrement annule la nécessité d'étanchéité
- L'emboutissage est possible quasiment de la même manière que pour les platines non soudées
- Une variation des épaisseurs des matériaux permet d'améliorer l'emboutissage à des endroits critiques précis.
Les domaines d'application :
Appliquée à la carrosserie, les avantages attribués à cette technique sont nombreux, voici quelques exemples:

Les côtés de caisse
- Suppression des pièces de renforcement
- Diminution du poids
- Réduction du nombre des pièces
- Accroissement de la protection contre les collisions par une mise en œuvre de matériaux plus résistants
- Amélioration de l'utilisation des matériaux par le biais d'un recouvrement optimisé

Les portières de voiture
- Augmentation de la rigidité, d'où suppression des pièces de renforcement
- Amélioration des écarts de position
- Diminution du poids et une réduction des étapes de fabrication

Les passages de roue
- Economie grâce à une suppression des points de soudure
- Suppression des matériaux et opérations d'étanchéité

Les longerons
- Economie de pièces détachées
- Meilleur comportement à la collision par une mise en œuvre de différentes épaisseurs de matériaux
- Caractéristiques de déformation améliorées dans le domaine de la soudure par rapport à un longeron soudé par points

Les planchers
- Meilleure stabilité de l'élément de montage
- Economie en termes de raccords de recouvrement
- Diminution du poids
- Avantages dans le processus de recyclage

Application des flans raboutés pour l'emboutissage à chaud
Les exigences en constante croissance en matière de protection intérieure nécessitent de la part de l'industrie automobile de nouvelles solutions tout en tenant compte du critère de légèreté dans les structures en acier.
Pour cette raison, la technologie d'emboutissage à chaud de pièces de carrosserie renforce son application dans la construction automobile.
Il est dès lors possible de combiner différentes épaisseurs de tôle et différentes nuances d'acier.
Par exemple, l'obtention d'un pied de milieu à très haute résistance est devenue possible.
| Diffusion sur le marché | Cette innovation concerne 100% des véhicules produits aujourd'hui. |
|---|---|
| Constructeurs concernés | Tous les constructeurs utilisent des tôles raboutées au laser. |
| Innovation engendrant des entretiens | Non |
| Innovation engendrant des réparations | Non |
| Dispositif législatif en rapport avec l'innovation | Le déroulement de l'organisation de l'aciérie jusqu'à la platine finie est certifié DIN EN 9001 et ISO TS 16949. |
| Contrôle technique | Le raboutage au laser n'entre pas dans le champ d'application du contrôle technique. |
| Mots-clés | Raboutage, laser, soudure |
Méthodes et pratiques
Aucune réparation n'est nécessaire sur ce type d'assemblage, c'est un assemblage très solide et très fiable. Les réparations se font uniquement en cas d'accident du véhicule, lors du remplacement d'un élément.
Pour remplacer un élément rabouté au laser, il faut impérativement suivre la méthode préconisée par le constructeur. Dans certains cas, la coupe se fait sur le raboutage dans d'autres juste à côté.
L'ajustage et le nettoyage des tôles :
Élimination des produits de revêtement, en veillant à respecter le matériau (éviter d'en diminuer l'épaisseur et de le chauffer).
Le jeu entre les tôles

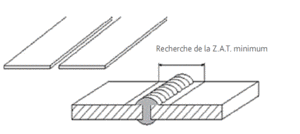
La soudure :
Effectuer un pointage et la soudure en limitant la zone d'affectée thermique pour respecter la matière et de minimiser les déformations.
| Entreprises concernées aujourd'hui | Carrosserie / Peinture, MRA, RA2, RA1 |
|---|---|
| Métiers concernés | Carrossier et Peintre, Encadrement d'atelier, Réceptionnaire |
Impact sur les compétences en atelier
- Connaître les différents aciers et leurs caractéristiques
- Connaître les techniques d'assemblage
- Savoir exploiter la documentation technique
- Savoir remplacer un élément soudé
- Savoir mettre en œuvre des techniques de soudage MIG/MAG
Exemple d’outillage approprié
Aucun nouveau matériel n'est nécessaire, la technique de raboutage au laser est principalement robotisée et n'est pas transposable en après-vente.
Pour la réparation après-vente, elle sera remplacée par une soudure à l'arc à l'aide d'un poste MAG.
Exemple de poste à souder MAG équipé de gaz binaire (Argon + CO2) et d'un fil au plus proche de la tôle à souder (Galvafil).

À lire aussi dans la même section

Le pavillon soudé au laser
Le soudage laser est utilisé pour le soudage des tôles de toutes natures, même en aluminium.
Pour les structures en aluminium, on a envisagé, dès la phase de conception, la mise en œuvre de méthodes...

Le collage
Le collage des métaux a commencé vers 1942.
L'arrivée des matériaux composites, dans les années 1965 à 1975, pour lesquels le collage est la principale méthode d'assemblage et les exigences très...
Le vissage Flowdrill
En 1923, dans un hangar du midi de la France, Jean-Claude de Valière essaya de mettre au point un outil qui devrait percer des trous dans la tôle en se servant de la chaleur frictionnelle au lieu de...

Le clinchage
L'idée d'assembler des morceaux de métal sans apport par coupe et par fluage date du 19 ième siècle. Cependant à cette époque, personne ne réussit à fabriquer des outillages appropriés et durables, l...