
- Innovation créatrice de nouvelles compétences
- Oui
- Innovation génératrice de nouvelles activités
- Non
- Phase de développement de l'innovation
- Commercialisé depuis plusieurs années
- Date de création
- Date de mise à jour
En bref
En 1923, dans un hangar du midi de la France, Jean-Claude de Valière essaya de mettre au point un outil qui devrait percer des trous dans la tôle en se servant de la chaleur frictionnelle au lieu de couper dans la matière.
Après une longue période d'essai, ses efforts ont été couronnés de succès.
L'utilisation du procédé à l'échelle industrielle, par contre, n'était pas possible pour des raisons techniques.
Ce n'est que soixante ans plus tard que l'on a trouvé une solution à tous ces problèmes et que le Flowdrill a pu entamer une carrière prometteuse dans l'industrie de la métallurgie. Fondée en 1980 aux Pays Bas, la société Flowdrill a développé et perfectionné son procédé de fluoperçage.
La fabrication de carrosserie automobile a depuis toujours un regard important sur l'évolution des techniques d'assemblage. Comme par exemple l'utilisation croissante des structures mixtes, où différents matériaux comme l'acier et l'aluminium sont assemblés avec plusieurs techniques dont le vissage par fluoperçage.
En 2007, la multinationale allemande EJOT, en partenariat avec Audi, développe un système utilisant une vis fluoperçante autotaraudeuse pour la fixation de tôle en acier et aluminium de la TT. La partie arrière en acier est vissée à l'aide de 229 vis EJOT FDS® sur le reste de la structure en aluminium.
Plus récemment, le montant B de l'Audi A8, fabriqué à partir d'un acier THLE trempé directement après formage à chaud et d'un acier moderne à haute limite élastique, est vissé sur la carrosserie en aluminium.
- Innovation créatrice de nouvelles compétences
- Oui
- Innovation génératrice de nouvelles activités
- Non
- Phase de développement de l'innovation
- Commercialisé depuis plusieurs années
- Date de création
- Date de mise à jour
Description détaillée
Le fluoperçage ou vissage "Flowdrill" du nom de son inventeur, élimine les écrous soudés.
Principe :
Grâce à une certaine vitesse de rotation et une force axiale, l'outil fabriqué à base d'un carbure spécial, résistant à la chaleur et à l'usure, produit localement de la chaleur qui ramollit la matière et la rend déformable.
Au début de l'opération, une partie de la matière est refoulée vers la face d'attaque. Cependant, la plus grande partie se déplace dans la direction de l'avance en formant une douille. La longueur de celle-ci peut atteindre 3 fois l'épaisseur de la matière. La douille peut servir comme palier ou elle peut être taraudée pour obtenir un filet avec une résistance élevée à l'arrachement. Quand il faut réduire la longueur de la douille, on peut faire un avant-trou.

Les avantages :
- Remplace les inserts, les écrous et les plaques soudés.
- Plus résistant qu'un écrou soudé.
- Plus rapide qu'un perçage classique.
- Economique, 3.000 à 10.000 trous avec le même fluo perceur.
- Mise en œuvre très facile même sur une perceuse à colonne classique.
- Multi matériaux : acier, inox, cuivre, aluminium, laiton.
Les applications
Le procédé Flowdrill® s'applique partout où l'épaisseur de la matière n'est pas suffisante pour former un filet et où il est nécessaire de créer des paliers. Le procédé peut être utilisé sur des perceuses à colonnes et sur des centres d'usinage.

(1) Fluo-perçage, (2) Taraudage, (3) Filetage obtenu
Dans l'automobile, on les trouve par exemple sur :
Les charnières de capot

Les berceaux moteurs

Les armatures de sièges

Ou les armatures de tableau de bord…

La vis Flowdrill (fluoperçante autotaraudeuse)
Le vissage direct automatisé permet de réaliser les assemblages de matériaux les plus divers, même en cas d'accessibilité par une seule face. Une vis spéciale dotée d'un revêtement est vissée avec une pression d'accostage élevée, à travers un perçage, dans l'élément de liaison extérieur. L'élément inférieur n'est pas pré percé. Le matériau se ramollit sous l'effet de la pression et de la vitesse de rotation et la vis est vissée.
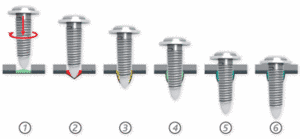
Processus de fluoperçage :
- Rotation/pression
- Echauffement/perçage
- Formation du refoulement
- Taraudage
- Vissage
- Serrage
La vis Flowdrill forme un trou dans le matériau en feuille grâce à la chaleur produite par la friction entre la feuille et la pointe de forage, elle est adaptée pour être utilisée par une machine de forage muni d'un bras.

Les vis par fluoperçage EJOT FDS® rendent cet assemblage de haute résistance possible grâce à un filetage long dans le refoulement.
Pendant le fluoperçage sans copeau, les filetages d'écrous formés sont étudiés, pour qu'en cas de réparation, une soi-disant vis métrique traditionnelle peut être utilisée.
Parce que les préparations de pièce détachée, comme pré perçage ou le découpage ne sont pas nécessaires, les problèmes de tolérance usuels, comme le recouvrement de trou de passage (tour) et de filetage, disparaissent. L'accessibilité unilatérale à la pièce détachée permet également un montage dans des profilés creux (IHU-Hydroformé ou Alu) sans contre-arrêts éventuels comme dans d'autres procédures d'adjonction.
Pour des tôles en:
- Acier (0,3 à 2,0 mm)
- Aluminium (0,3 à 3,5 mm)
- Magnésium (1,0 à 3,5 mm)
Les avantages des vis EJOT FDS®:
- Assemblage démontable et de haute qualité sans opération préalable sur l'élément, comme le perçage ou le découpage.
- Aucun problème de tolérance pour le passage et le vissage.
- Pas de perte de matière au fluoperçage et pas de création de tension au taraudage.
- Possibilité de plusieurs taraudages de diamètres différents dans le refoulement.
- Grand filetage (grande sécurité de montage).
- Grande capacité de pression et de résistance.
- Applicable sur différentes surfaces de tôle.
- Couple de serrage élevé et haute résistance à la vibration.
- Répétition des opérations de vissage même avec des vis ordinaires possibles.
- Démontable et recyclable.
- Coût total peu élevé.
Grâce aux vis Flowdrill (fluoperçage) utilisées, plutôt que les rivets ou le soudage par points, il est difficile de produire des joints plus rapidement et plus efficacement, sans porter atteinte à la résistance des matériaux ou à long terme l'intégrité du véhicule.

Audi a choisi le fluoperçage d'EJOT FDS®, appliquée par le tournevis automatique de Weber, qui équipe chacun des 15 robots de production sur la chaîne de montage.

La structure modulaire est directement reliée avec le robot d'accueil pour assurer l'exactitude du positionnement et la répétition de l'opération, et dispose d'un système de capteurs afin d'assurer que chaque vis insérée est compatible avec le couple et la profondeur.
Le système gère l'avancement de chaque vis, en augmentant la vitesse de rotation jusqu'à 5000 tours/mn et la force appliquée jusqu'à 1,5 kN. Cela a pour effet le chauffage localisé et permet à chaque vis à percer la surface du panneau, puis de former un refoulement sans la nécessité d'un trou pilote. Une fois ces refoulements formés (un processus qui ne produit pas de copeaux), la vitesse est réduite, à 200 tours/mn, la vis est axée sur le trou et grâce à un long filetage d'engagement, crée un filetage solide, durable et commun. L'ensemble de l'opération est habituellement complété en trois à quatre secondes.
| Diffusion sur le marché | Le vissage Flowdrill a de multiples applications (fixation de sonde lambda, armature de siège ou de planche de bord, berceau moteur...) sur la plupart des véhicules présents sur le marché. Le vissage d'éléments de carrosserie est |
|---|---|
| Constructeurs concernés | Si l'utilisation des vis Flowdrill (fluoperçante et autotaraudeuse) se limite au seul constructeur allemand Audi, le vissage Flowdrill est utilisé par tous les constructeurs. |
| Innovation engendrant des entretiens | Non |
| Innovation engendrant des réparations | Non |
| Dispositif législatif en rapport avec l'innovation | Le vissage est soumis à la norme DIN 8593 - partie 5, Assemblage par formage, groupe 4-5. |
| Contrôle technique | Le vissage Flowdrill entre dans une catégorie de moyens de fixation auxquels les textes sont depuis longtemps adaptés, même si cette technologie en elle même est très récente, en cas de défaillance, nous sommes bien dans le cadre d'une absence de serrage ou d'une rupture d'au moins un des éléments de fixation. |
| Mots-clés | Fluoperçage, Flowdrill |
Méthodes et pratiques
Le système de fixation n'engendre pas de réparation. Lors d'un remplacement d'élément vissé endommagé suite à un accident, les vis Flowdrill peuvent être dévissées par le SAV et remplacées par des vis neuves. En cas d'endommagement du taraudage, utiliser des vis de taille supérieure (M6 au lieu de M5). Pour la mise en œuvre sur des pièces neuves, une ébauche de taraudage peut être nécessaire.
Comme évoqué un peu plus haut, ce type d'assemblage est principalement utilisé sur des carrosseries mixtes (acier/aluminium).
Il est complété par l'application de colle pour augmenter la rigidité et surtout l'isolation afin d'éviter la corrosion par contact.
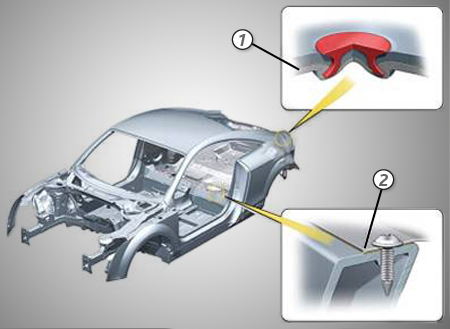
(1) Collage/rivetage, (2) Collage/vissage
| Entreprises concernées aujourd'hui | Carrosserie / Peinture, MRA, RA2, RA1 |
|---|---|
| Métiers concernés | Carrossier et Peintre, Réceptionnaire |
Impact sur les compétences en atelier
- Connaître les méthodes d'assemblage en carrosserie
- Savoir exploiter la documentation technique
- Savoir remplacer un élément de carrosserie vissé
- Savoir mettre en œuvre les techniques de collage
Exemple d’outillage approprié
Pour remplacer un élément vissé, suffit de le dévisser et de remplacer les vis. Si un filetage est abîmé, taraudez et utilisez une vis plus grande.
Pour réaliser ce type d'assemblage, il existe un kit de d'équipement basique.
Le kit Starter CM2 de la société Flowdrill.
L'équipement comprend :
- Porte-outil CM2 avec une pince ER25.
- Une clé de serrage et une clé à ergot.
- Un échantillon de la Pâte FD-KS pour le fluoperçage.

À lire aussi dans la même section

Le pavillon soudé au laser
Le soudage laser est utilisé pour le soudage des tôles de toutes natures, même en aluminium.
Pour les structures en aluminium, on a envisagé, dès la phase de conception, la mise en œuvre de méthodes...

Le collage
Le collage des métaux a commencé vers 1942.
L'arrivée des matériaux composites, dans les années 1965 à 1975, pour lesquels le collage est la principale méthode d'assemblage et les exigences très...

Le clinchage
L'idée d'assembler des morceaux de métal sans apport par coupe et par fluage date du 19 ième siècle. Cependant à cette époque, personne ne réussit à fabriquer des outillages appropriés et durables, l...
Le rivetage auto-poinçonneur
Début des années 80, Keith Jones, fondateur de la société Henrob, découvre la technique du rivetage auto-poinçonneur à l'occasion d'un voyage d'affaires en Australie. Peu de temps après, il fait l...